

){kind=link}
Thermowood
Ar. Gör. Süleyman KORKUT Ar. Gör. Hasan ÖZDEMİR
Giriş
Bina dışı kullanımlarda ahşabın dayanıklılığını artırmak için uygulanan ısıl işlem yüzyıllardan beri bilinmektedir. Öyle ki Vikingler ısıl işlemi çit malzemesi gibi dış yapılarda 1000 yıl kadar önce kullanmışlardır [1].
Odunun ısıl işleme tabi tutulması konusunda ilk bilimsel çalışmalar 1930 yılında Alman bilim adamları Stamm ve Hansen tarafından, 1940 yılında A.B.D.’li bilim adamı White tarafından yapılmıştır. 1950’lerde Germans Bavendam, Runkel ve Buro bu konuda çalışmalara devam etmişlerdir. 1960’larda Kollman ve Schneider, 1970’lerde Rusche ve Burmester yine bu konuda çalışmışlardır. 1990’larda bu konuda Hollanda, Finlandiya ve Fransız bilim adamları oldukça fazla çalışma yapmışlardır [2, 3].
Isıl işlem görmüş odunun koruyucu etkileri yüzyıllardır bilinmesine rağmen konu, bir araştırma olgusu olarak bilim adamları tarafından son 10 yılda geniş bir şekilde ele alınmaya başlanmıştır.
ThermoWood işlemi başlıca 3 ana safhaya ayrılır (Şekil 1)[4];
1. Safha
Isıl işlem uygulamada en fazla zaman gerektiren safhadır. 1. safha yüksek sıcaklıkta kurutma safhası olarak da adlandırılır. Bu safha (ısıl işlem safhası başlamadan önceki safha) boyunca odunun rutubet içeriği % 0’a doğru azalır. Kurutma safhasının süresi odun türü, kereste kalınlığı ve odunun rutubet içeriğine bağlıdır. Hammadde taze veya kurutulmuş odun olabilir.
Başarılı bir kurutma iç çatlaklardan kaçınmak için önemlidir. Odun yüksek sıcaklıklarda elastik özellik kazanması sonucu geleneksel fırında kurutma yöntemine nazaran daha iyi deformasyon mukavemeti gösterir.
2. Safha- Isıl İşlem Safhası
Isıl işlem uygulaması işlem düzeyine bağlı olarak kapalı bir odada sıcaklığın 185-215 oC’ye artırılması ile uygulanır. Hedeflenen sıcaklığa ulaşıldığında sıcaklık, ısıl işlem uygulama amacına bağlı olarak 2-3 saatlik bir süre sabit tutulur. Isıl işlem safhası yüksek sıcaklıkta kurutma safhasından sonra derhal başlatılır. Isıl işlem boyunca odunda vuku bulan kimyasal değişmelerin etkilerini ve odunun yanmasını önlemek amacıyla koruyucu gaz kullanılır.
3. Safha- Soğutma ve Denkleştirme
Isıl işlemden sonra odunu kontrollü olarak soğutmak için kondisyonlama (denkleştirme) periyotu uygulanır. Çatlaklara sebep olan odun ve dış hava arasındaki yüksek sıcaklık farklılıkları bu safhada minimize edilir. İlaveten odunun rutubet içeriğini son kullanım yeri için gerekli olan rutubet düzeyine getirmek için tekrar nemlendirme işlemi gerçekleştirilir. Odunun nihai nem seviyesi onun çalışma özellikleri üzerinde önemli bir etkiye sahiptir. Örneğin kuru odunun işlenmesi zordur. Kondisyonlamadan sonra odunun nem içeriği % 5-7 olmalıdır. İşlem sıcaklığı ve keresteye bağlı olan kondisyonlama safhası 5-15 saat sürer.
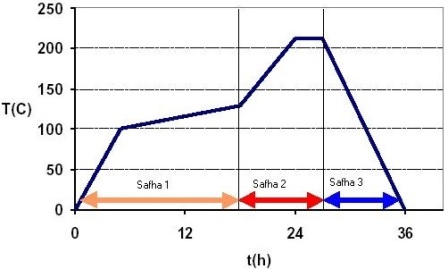
Şekil 1: Isıl İşlem Safhaları
Isıl İşlem Ekipmanları
Isıl işlemde su, buhar ve yüksek sıcaklıklar kullanılır. Isıl işlem şartları, odunda ki uçucu bileşik yapılarını harekete geçirerek korozyona sebep olduğundan ısıl işlem ekipmanları boyasız çelikten yapılır. İlaveten yüksek sıcaklık; havalandırma tertibatı ve radyatör çözümleri ile güvenlik araçları gerektirir. Isıl işlem uygulamalarında bioyakıt, fueloil veya gaz kullanarak yakılan sıcak yağ ısıtma sistemleri ve direkt elektrikli ısıtma sistemi kullanılır. Bunlara ilaveten ısıl işlem için gerekli olan buharı üretmek için özel bir buhar üretim sistemi gereklidir. Isıl işlem süresince odundan gazın buharlaşması fırınlama metodu ile gerçekleştirilir. Fırınlama metodunun öncelikli amacı odundan buharlaşan bileşiklerin sebep olduğu çevre zararlarını minimuma indirmektir. Sistemde elektrik ekipmanı olarak sıradan kereste kurutmada kullanılan ekipmanlar kullanılır [3].
Thermowood’un Özellikleri
ThermoWood’un özellikleri ısıl işlem sıcaklığı ve süresine bağlıdır. Odunun birçok özelliğini ısıl işlem sıcaklığı, ısıl işlem süresinden daha fazla oranda etkiler. Daha düşük sıcaklıklarda daha uzun süre ısıl işlem uygulaması ile odun özelliklerini iyileştirmez [3].
1. Yoğunluk:
Thermowood ısıl işlem görmemiş odundan daha düşük bir yoğunluğa sahiptir. Bu başlıca ısıl işlem süresince odun kütlesindeki değişmelerden kaynaklanır. Yüksek ısıl işlem sıcaklığı yoğunlukta azalmalara sebep olur [3,5,6].
2. Direnç:
Yoğunluk ile direnç arasında güçlü bir korelasyon söz konusudur. Thermowood odununun direnç değerleri daha düşüktür. Bununla birlikte ağırlık-direnç oranı değişmeden kalır. Odunun direnci Lif Doygunluğu Noktasının (LDN) altında bağıl nemine ve rutubet içeriğine bağlıdır. ThermoWood daha düşük nem içeriğine sahiptir [3,5,6].
- Eğilme Direnci: 220 oC’nin altındaki sıcaklıklarda uygulanan ısıl işlem eğilme direnci üzerine fazla etkili değildir. Ancak budak içeren malzemenin kullanılması durumunda ThermoWood’un direnç değerleri %40 kadar azalır. Bunun sebebi düşen budaklar ve reçinenin yüzeye çıkmasıdır. Ancak 190 oC’ye kadar olan düşük sıcaklıklarda ısıl işlem uygulandığı zaman eğilme direncindeki bu azalma farkı giderilebilmektedir. Thermowood yük taşıması gerektiren yapısal kullanımlarda değerlendirilmemelidir [3,5,6].
- Elastikiyet Modülü: Thermowood’un elastikiyet modülü ile ısıl işlem görmemiş odunun elastikiyet modülü arasındaki fark anlamlı değildir [3,5,6].
- Basınç Direnci: Yapılan araştırmalara göre ısıl işlemin basınç direnci üzerine olumsuz bir etkisi söz konusu değildir. Hatta bazı durumlarda normal fırında kurutulmuş oduna nazaran %40 kadar daha iyi direnç değerlerine sahiptir. ThermoWood normal olarak fırında kurutulmuş ahşap ile aynı elastikliğe sahip değildir. Gerçekte ThermoWood odununun basınç direnci değerleri yüksek sıcaklıklar uygulansa bile ısıl işlem görmemiş odundan daha iyidir [3,5,6].
- d) Makaslama Direnci: Isıl işlemde; yüksek sıcaklıklar (>230oC) ve uzun işlem süresi (>4 saat) uygulandığı zaman radyal örneklerdeki makaslama direncinde %25’e, teğet örneklerdeki makaslama direncinde%40’a varan bir azalma söz konusu olur. Normal ısıl işlem sıcaklıklarında (190 oC) dirençteki azalma çok düşüktür [3,5,6].
- Yarılma Direnci: Isıl işlem sıcaklığına bağlı olarak yarılma direnci %30-40 oranında bir azalma gösterir. Sıcaklığın yükselmesi ile dirençteki azalma daha da artar [3,5,6].
- Vida Tutma Direnci: Vida tutma direnci ısıl işlemden daha çok odun yoğunluğundaki genel varyasyondan etkilenir. Düşük yoğunluktaki malzeme daha iyi vida tutma özelliği gösterir [3,6].
- g) Şok Direnci: ThermoWood’un şok direnci normal olarak kurutulmuş keresteden %20 kadar daha düşüktür [3,6].
1. Sertlik:
Isıl işlem sıcaklığındaki artma ile sertlik değerinde de bir iyileşme söz konusudur. Bununla birlikte nispi değişim çok ufak olup uygulamada fazla bir etkiye sahip değildir [3,5,6].
2. Denge Rutubet Miktarı (DRM):
220 oC gibi yüksek sıcaklıklarda ısıl işlem uygulaması odunun DRM’nı %40-50 oranında azaltır. Bağıl nem yüksek olduğu zaman odunun rutubet miktarındaki farklılıklar daha yüksek olmaktadır [3,5,6].
3. Stabilite (Daralma ve Genişleme):
Düşük DRM sebebiyle ısıl işlem teğet ve radyal genişlemeyi önemli oranda azaltır. Odunun Hidroksil gruplarının miktarındaki azalma sebebiyle odunun hücre duvarları daha az su absorbe eder [3,5,6, 7].
4. Permeabilite:
Isıl işlem, odunun su alımını %10-12 oranında azaltır. Azalan su absorpsiyonu, odunun yüzey işlemlerinde su bazlı tutkal ve boya kullanımı söz konusu olduğunda göz önünde tutulmalıdır [3,5,6].
5. Isı İletkenliği:
ThermoWood’un ısı iletkenliğinde, ısıl işlemle muamele görmemiş odun ile karşılaştırıldığı zaman %20-25 oranında azalma söz konusudur [3,6].
6. Yanma Emniyeti:
ThermoWood’un yanmaya karşı direnci ısıl işlem görmemiş odundan pek farklı değildir [3,8].
7. Biyolojik Dayanıklılığı:
ThermoWood’un biyolojik dayanıklılığı ısıl işlem sıcaklık ve zamanına bağlıdır. Özellikle 220 oC’nin üzerine çıkıldığı zaman bu dayanıklılık daha iyi olmaktadır. ThermoWood kesinlikle ıslak zeminle temas etmemelidir [3,9].
8. Dış Hava Şartlarına Karşı Direnci:
ThermoWood ısıl işlem görmemiş odun ile karşılaştırıldığında nem içeriğinde yarı yarıya bir azalma söz konusudur. ThermoWood güneşin U.V. ışınlarına karşı orijinal rengini korur [3,9].
9. Kimyasal Özellikler:
Isıl işlem uygulanan odun daha düşük miktarda hemiselüloz içerir. Yaklaşık 200-260 oC sıcaklıkta hemiselüloz, 240-350 oC’de ise selüloz degrede olur. Sıcaklık 200 oC’yi aştığı zaman Lignin kütlesinde bir azalma söz konusu olur. ThermoWood steril bir malzeme olup toksin olmayan kalıntılar içerir [3,10].
Sonuç
Günümüzde ThermoWood yukarıda bahsedilen üstün özellikleri sayesinde A.B.D. ve Avrupa’da büyük bir ihracat pazarına sahiptir. Geleneksel kimyasallar ile emprenye edilmiş ahşaba mükemmel bir alternatif oluşturur. ThermoWood’un ahşaba kazandırdığı üstün özellikler Şekil 2’de gösterilmiştir [11].
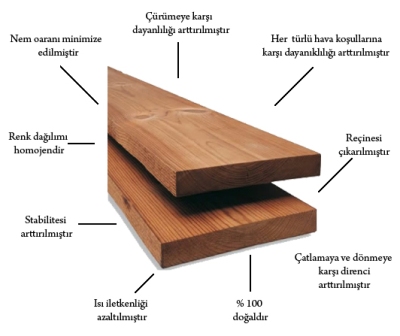
Şekil 2: ThermoWood’un Ahşaba Kazandırdığı Üstün Özellikler
Thermowood parke, döşeme tahtası, sauna malzemesi, mutfak mobilyası, duvar ve taban panelleri, müzik aletleri, bahçe mobilyaları, kapı, pencere, bina dış kaplama malzemesi gibi geniş bir kullanım alanına sahiptir [1,3,4,11]. Gelişmiş ülkelerde sahip olduğu pazar payı göz önüne alındığında ülkemizde de bu konuda tesislerin kurulması ve araştırmaların teşvik edilmesi gerçeği kaçınılmazdır.
5846 sayılı yasa gereği lütfen gerektiği gibi kaynak göstermeden alıntı yapmayınız
Kaynaklar
- KALAYCIOĞLU, H. 2003: Ahşap Zemin Döşemeleri Montaj ve Bakımı, Parke Dekorasyon Dergisi Sayı:12 Sayfa 94-100, Mayıs 2003.
- VİİTANİEMİ, P. 2000: New Properties for Thermally-Treated Wood, Industrial Horizons, p.9, March 2000.
- http://www.zone.ee/HeatTreatment/interest.htm
- http://www.woodmodification-network.org
- YILDIZ, S. 2002:Physical, Mechanic, Technologic and Chemical Properties of Fagus orientalis and Picea orientalis Wood Treated by Heating, Doctoral Thesis, K.T.U. Institute of Science and Technology, Trabzon.
- VIITANEN, H., JÄMSÄ, S., PAAJANEN, L., VIITANIEMI, P. 1994: The Effect of Heat Treatment on the Properties of Spruce. Apreliminary Report. Paper Prepared for the 25th Annual Meeting, Bali, Indonesia May 29 – June 3. 1994
- STAMM, A.J., HANSEN, L.A., 1937: Minimizing Wood Shrinkage and Swelling: Effect of Heating in Various Gases, Ind. Eng. Chem., 29 (7,): pp.831-833.
- MIKKOLA, E. ja HAKKARAINEN, T., 2001: Effect of Thermal Treatment on Reaction to Fire Classification of Wood, Tutkimusraportti RTE896/01, Valtion Teknillinen Tutkimuskeskus, Rakennustekniikka, Espoo.
- MAİLUM, N.P., ARENAS, C.V., 1974: Effect of Heat on the Natural Decay Resistance of Philippine Woods, Philippine Lumberman, 20 (10): pp. 18-19.
- KOTILAINEN, R., 2000: Chemical Changes in Wood during Heating at 150-260 ºC, Väitöskirja, Jyväskylän Yliopisto, Kemian Laitos, Soveltava Kemia, Jyväskylä.
- http://www.genetrade.net/main/products/thermowood.html.