
{kind=link}
Ahşap Tekne İmalatı
Dr. Sabit Tunçel Ağaçişleri End.Y.Müh. www.sabittuncel.com
1. Giriş
İlk olarak kütüklerden yapılan sallar devamında ağaçtan oyularak veya hayvan derilerinden yapılan kanolar ile insanoğlu su üzerinde yol almaya başladı.
Şu anki hali ile gezi veya yarış için yelkenciliğin, ya da “keyif” için amatör denizciliğin köklerinin XVII. yüzyılın ikinci yarısı Hollanda’sına uzandığı bilinmektedir.
Devamında yelkenli, buharlı, dizel motorlu ve jet motorlu tekneler ile günümüze gelindi. Bu gelişim sürecinde tekne imalatında ahşap malzeme her zamanki önemini ve değerini korudu. Motor yat veya yelkenli teknelerde fiberglas ve ahşap malzeme kullanımı son derece yaygındır. Ahşap kotra ve yat imalatı klasik yöntemlere göre altı ay gibi bir zaman da üretilmesi ve eğrisel hatların yoğunluğu nedeni ile malzeme firesi de yüksektir. Buna karşın aşağıda belirteceğimiz malzemelerin içerisinde doğada kolay bulunan, işleme olanağı son derece rahat olan ve estetik açıdan daha sıcak, doğal bir malzeme niteliği taşıyan ahşap günümüzde de eski cazibesini korumaktadır. Özellikle gezi tekneleri ve yatların yapımında tercih edilmektedir. Her ne kadar birçok alternatifi olmasına ve her yıl bakım gerektirmesine karşın ahşap tekneler deniz tutkunlarını her zaman cezp etmiştir. Burada, en önemli unsur, ahşap malzemenin yorulmaya karşı direncinin diğer malzemelere göre yüksek olmasıdır. Yapılan araştırmalarda teknelerin her 3 saniyede bir dalga kuvvetine maruz kaldığı görülmüş. Bunun sonucunda tekne yapımında kullanılan ahşap malzemenin en son dayanımı %60, alüminyumda %40, fiberglasta %20, çelik ise %45’tir. Bu oranlara bakıldığında en uygun malzemenin ahşap olduğu net olarak görülmektedir.
Kullanılan malzemeye göre tekneleri sınıflandırırsak.
- Ahşap tekneler
- Çelik tekneler
- Alüminyum tekneler
- Fiberglas tekneler
- Karbon fiber tekneler
- Beton tekneler
- Kompozit malzemeden imal edilen tekneler olarak yedi gruba ayırabiliriz.
Bu makalede ahşap teknelerin imalat yöntemleri ve konstrüksiyonu konusunda kısa bilgilere yer verilmiştir.
2. Yat Yapımında Kullanılan Yerli ve Yabancı Ağaçlar
2.1. Yerli Ağaçlar :
Ormanlarımızın bilinçsizce tahrip edilmesi yerli ağaç türlerinin teminini güçleştirmektedir. Orman varlığımızın yetersiz oluşu ve yabancı ağaç türlerinin yüksek fiyatlı olması işletmelerde ağaç malzemenin kullanımının son derece verimli olmasını gerekli kılmaktadır. Bunun içinde eğri formların laminasyon tekniği ile üretilmesi malzeme firesini minimize edeceği gibi ülke ekonomisine ve tekene maliyetine olumlu etkiler sağlayacaktır.
2.1.1. Sarı Çam (Pinus Silvestris) : Genellikle yatların dış kaplamalarında, yelken direklerinde, güverte döşemelerinde ve döşemelerin altında destek parçası olarak kullanılır.
2.1.2. Dışbudak (Fraxinus) : Genellikle posta ve omurga yapımında kullanıldığı gibi teknelerin iç dekorasyonunda da kullanılmaktadır.
2.1.3. Meşe (Quercus) : Ağırlıklı olarak posta ve omurga yapımında kullanıldığı gibi teknelerin iç dekorasyonunda da kullanılmaktadır.
2.1.4. Kestane (Castanca Vesca) : Posta ve omurgaların yapımında kullanılır.
2.2. Yabancı Ağaçlar
2.2.1. Afrika Maunu (Africa Mohogany) : Döşemelerde, kruvazör ve yatlardaki her türlü doğramalar ve omurgaların yapımında kullanılır.
2.2.2. Prena Çamı : Fazla olmamakla beraber yer döşemelerinde ve iç doğramalarda kullanılır. Ayrıca küçük ve katlanabilir teknelerin omurgalarında kullanılmaktadır.
2.2.3. Dipterokarpus : Küçük yatların omurgalarında. Zor şartlarda taşımaya elverişli olan bu ağaç ,kargo gemilerinin güvertelerinde, römorkörlerde, balıkçı gemilerinde kullanılır. Su ile temasın az olduğu yerlerde ve güvertelerde kullanılır.
2.2.4. Amerikan Maunu (Swietenia Mocro Phylla) : Honduras maunu da denilen bu kereste yıllarca yat yapımına kullanılmıştır. Genellikle ahşap döşemelerde, güvertede, kamara kaplamaları vb. yerlerde tercih edilir.
2.2.5. Firavun İnciri (Sycamore) : Genellikle yatlarda kontrast yaratmak için dekoratif amaçlı kullanılır.
2.2.6. Makore (Nimusops Heckeli) : Yat yapımında kullanılmasının en büyük nedeni mantarlara karşı son derece dirençli olmasıdır. Makore kerestesi ağırlıklı olarak su kontrplağı yapımında kullanılmaktadır.
2.2.7. Opecpe (Nauceleq Diderrichii) : Mantarlara karşı çok dayanıklı ve kalıcı bir yapıya sahiptir. Omurgalarda ve tahta döşemelerde kullanılır.
2.2.8. Orta Amerikan Sediri (Cedrela Mexicona) : Genellikle Hondras’tan ithal edilen bu ağaç tekne yapımında ve teknenin dış yüzey kaplamasında kullanılır. Vida tutma direnci yüksektir.
2.2.9. Tik (Teak) : Ağır şartlara dayanıklı ve suya karşı direncinin yüksek olması işleme zorluğuna karşın güverte kaplamalarında tercih edilmektedir.
3. Kavramlar ve Boyutlar
Tekneler ile ilgili önemli başlıca boyut ve kavramlar şunlardır:
Tam boy : LOA (Length Over All ) Teknenin baş ve kıçtan en dış noktaları arasında ölçülen uzunluğudur.
Gövde boyu: Pruva üst ucundan kıç güverte dış kenarına kadar olan ölçüdür. Bu teknenin gerçek boyunu verir.
Su hattı boyu: LWL ( Length Water Line ) Teknenin gövdesinin su hattı seviyesinde ölçülen boyudur. Yelkenli teknelerde ve deplasman tipi teknelerde su hattı boyu teknenin azami hızı konusunda fikir verir.
En : Teknenin plandan bakıldığında en geniş noktasından ölçülen değerdir. Derinlik : Teknenin su hattından en altta, örneğin salma alt ucuna kadar ki; su içinde kalan kısmıdır. Şekil 3.1.
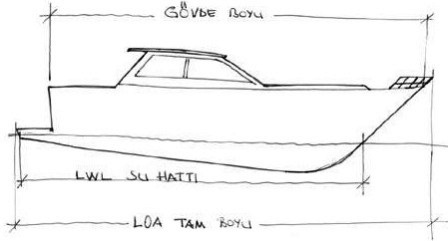
Şekil 3.1. Tekne Boyutları
Deplasman : Teknenin taşırdığı su miktarıdır.
Salma : Teknenin stabilitesine büyük oranda etki eder. Salma teknenin alt kısmından denge unsuru olarak uzanan ve tekene ağırlığının ortalama %30’una karşılık gelen, genellikle kurşundan yapılmış ağırlıktır.
Borda yüksekliği : Teknenin güverte kenarının en alçak olduğu noktada ölçülen; bu nokta ile su hattı çizgisi arasındaki yükseklik ölçüsüdür. Borda yüksekliği teknenin burnunda en yüksek, kıçta ise en düşük değerdedir.
Stabilite : Teknenin boy veya en yönünde dalga veya rüzgar etkisi ile belli bir açıda yattıktan sonra, bu kuvvetin ortadan kalkması ile doğrularak normal yüzme durumuna geçme yeteneğidir. Bu özellik teknenin devrilmeye karşı emniyetini sağlar.
4. Tasarım ve Konstrüksiyon
Tamamen teknik resim kurallarına göre hazırlanan çizimler ile teknenin plan görünüşünden boy ve en ölçüleri ile açıları tespit edilir. Yan kesitten omurga ile baş ve kıç bodoslamaların durumu net olarak alınır. En önemli çizimi ise postaların kavislerinin verildiği endaze çizimidir. Tüm bu çizimler yapılırken belli kısıtlar içerisinde en iyi tasarım ile konforlu bir tekne ortaya çıkartmak gerekmektedir.
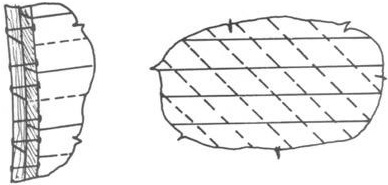
Tekne tasarımında dikkat edilecek önemli nokta, teknenin boyu ile eni arasındaki orandır. Bu oran teknenin hız ve manevra özelliklerini belirler. Boy ve en arasındaki oran arttıkça tekne yanlardan basık yani sivri ince uzun bir yapı oluşturur (Şekil 3.2.) bu özelik teknenin yeterli motor gücü olduğu taktirde süratli yol almasını sağlayacaktır. Ancak, manevra yeteneğini azaltır. Boy ve en arasındaki oran azaldıkça ise, tekne enden genişlemeye başlayacaktır. Bu durumda tekne, daha dengeli ve yüksek manevra kabiliyetine sahip olmasına karşın yüksek hıza ulaşamamaktadır. Bu tip teknelerde yakıt tüketimi fazla olmasına karşın iç mekan daha geniştir. Yatlarda veya sürat teknelerinde formdaki bazı açılar hız ve yakıt tüketimine etki etmektedir. Bu durumda (Şekil 3.2.)’ de görüldüğü gibi, kıç bodoslamanın su hattı seviyesi ile yaptığı açı 15°-18°’den 38° çıkartılmış. Baş tarafın suya girme açısı ise 23°-33°’den 20°’ye düşürülmüş. Baş tarfın suyu yarma açısı ise 35°-45°’den 20°ye düşürülerek hız ve yakıt tüketiminde olumlu sonuç alınmıştır. Dolayısıyla tasarım anında, boyutlandırmada bu kriterlere dikkat edileceği gibi müşterinin talepleri doğrultusunda ideal tasarım yapılmalıdır.
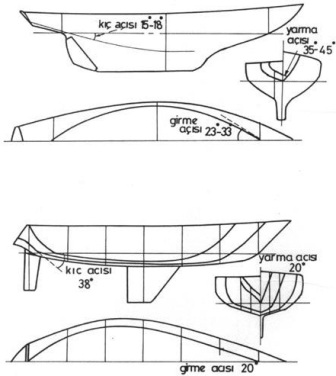
Şekil 3.2. Formun hıza etkisi (st 77)
4.1. Omurga
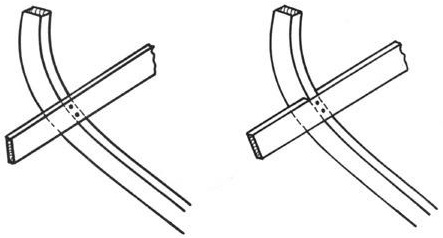
Teknenin omurga kısmı teknenin bütün yükünü taşıdığı için düzgün, çürüksüz, lif kıvrıklığı olmayan, çatlaksız ağaç malzemeden yapılmış olması gerekir. Boyu uzun teknelerde omurga Şekil 3.2.’de gösterildiği şekilde boy ekleme yöntemleri kullanılarak birleştirilir. Bu şekilde omurga bir bütün olarak kalastan yapılabileceği gibi 12-16mm kalınlığında dilimlenmiş ahşapların üst üste getirilerek lamine edilmesinden de istenilen boyda omurga elde edilir. Burada dikkat edilecek nokta üst üste gelen ahşapların ek yerleri şaşırtmalı olacak şekilde birleştirilmelidir.
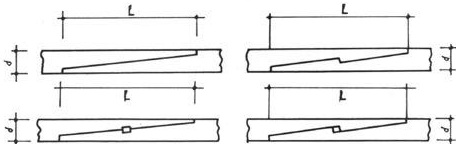
Şekil 3.2. Omurga Boy Eklemeleri(ST 36)
Omurganın derinliği tüm kesitlerde aynı olmalıdır. Omurganın genişliği ise, sonlara doğru bodoslama genişliğinden az olmamak koşulu ile daraltılabilinir. Dip tarafta dış kaplamanın omurgaya temas ettiği (bağlandığı) hat boyunca açılan lamba temas yüzeyi minimum dış kaplama kalınlığından az olmayacak şekilde yapılmalıdır. Şekil 3.3.’de omurga kesitleri ve dip kaplama bağlantısı verilmiştir.
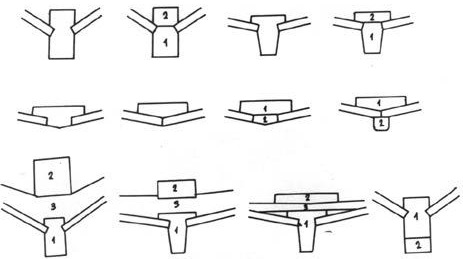
Şekil 3.3. Omurga Kesitleri ve Dış Kaplamanın Dip Bağlantısı (ST 35)
4.2. Balast Omurga
Kurşun veya demirden yapılarak omurgaya monte edilir. Bunun için vida ve somun bağlantısı kullanılır. Omurga formu ve dengeli bir montaj açısından gerekli ise kısa kanat vidaları kullanılır. Vidaların simetrik ekseninin iki yanına çapraz olarak birbirinin boşluğuna konulması uygundur. Kısa kanat vidaları balast omurganın içine gömülmüş kare somunlar ile kullanılır. Şekil 3.4.’de kısa kanat vidaları ile balast omurganın ana omurgaya bağlantısı görülmektedir. Bu somunların kalınlığı vida çapından az, genişliği ise minimum çapın üç katı olmalıdır.
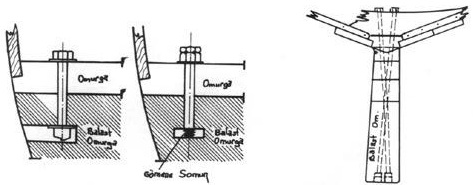
Şekil 3.4. Kısa Kanat Vidaları ve Fin Omurga Kesiti (ST 37)
4.3. Baş Bodoslama
Baş bodoslama tek parça yapılabileceği gibi, birkaç parçadan ekli olarakta yapılabilir. Tek parça halinde yapılırken yine 12-16mm kalınlığında parçaların üst üste tutkallanarak kalıp vasıtası ile sıkılıp lamine olarakta elde edilir ki, bu en sağlıklı şeklidir.baş bodoslama kurt ağzı kamalı geçme sistemi ile omurgaya bağlanır. Şekil 3.5. omurganın baş bodoslamaya bağlantısı gösterilmiştir.
Şekil 3.5. Omurganın Baş Bodoslamaya Bağlantısı (ST39)
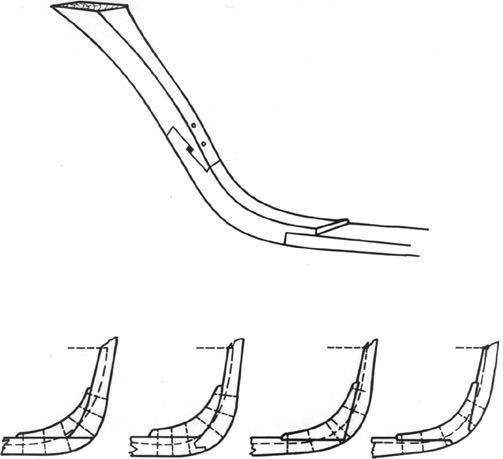
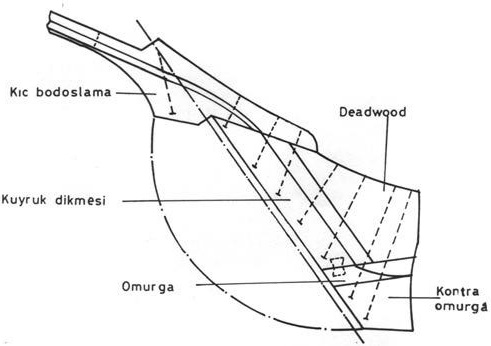
4.4. Kıç Bodoslama
Kıç bodoslamanın üst ucunda kesit alanı %25 oranında azaltılabilir. Kuyruk dikmesi alttan omurgaya bir paraçol veya dead wood yardımı ile bağlanmalıdır. Şekil 3.6.
Şekil 3.6. Kıç Bodoslama ve Omurga Birleşimi(ST42)
Kıç bodoslamada yine laminasyon tekniği kullanılarak daha mukavemetli olarak yapılabilir. Baş bodoslama iki parçalı olarak yapılabilir. Bu durumda birinci parça omurga üzerine paraçol yardımı ile bağlanır kıç bodoslamanın birinci ve ikinci parçası da kurt ağzı kamalı birleştirme ile birbirine bağlanır. Şekil 3.7.
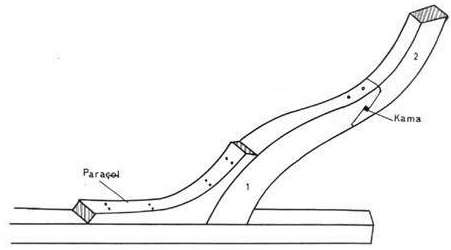
Şekil 3.7. İki Parçalı Kıç Bodoslamanın Omurgaya Paraçol İle Bağlanması(ST44)
4.5. Postalar
4.5.1. Kesme Posta : Postanın formuna uygun olarak ağaç malzemeden kesilerek elde edilir. Posta formunun eğriliği az ise tek parça olarak yapılır. eğer eğrilik fazla ise boy eklemeli olarak imal edilir. Kesme posta sisteminde formların eğri olması nedeni ile ağaç malzemenin fire oranı oldukça yüksektir. Resim 4.1.
Resim 4.1. Kesme Posta Sistemi
4.5.2. Lamine Posta : 10-15mm kalınlığında ağaç malzemenin üst üste konularak (istenilen posta kalınlığına ulaşana kadar) posta formunda bir kalıp yardımı ile sıkılarak elde edilir. Burada kullanılan kalıp her posta formu için ayrı olması gerektiğinden, ayarlanabilir şekilde tasarlanmış bir kalıp olması malzeme ve işçilik açısından gereklidir. Posta kalınlık ve genişlikleri tüm kesitlerde eşittir. Ancak çok derin postalarda uçlara doğru kalınlık azaltılabilir ama böyle bir gereklilik yoktur bu tamamen estetik amaçlıdır. Dış kaplama postalara kalaylı çivi, perçin, vida veya epoxi tutkalı ile bağlanır. Postalar ile kemerelerin birleştiği hat boyunca uzanan parçaya verilen addır. Kemerelerin şiyer kuşağına birleşmeleri yarım veya tam baltacıklı geçme ile yapılır. (Şekil 3.8.) birleştirmede dikkat edilecek nokta birleşim yerinde şiyer kuşağının kesit alanının mümkün olduğu kadar az olmasıdır. Şekil 3.8.’de şiyer kuşağı, posta bağlantısı verilmiştir.
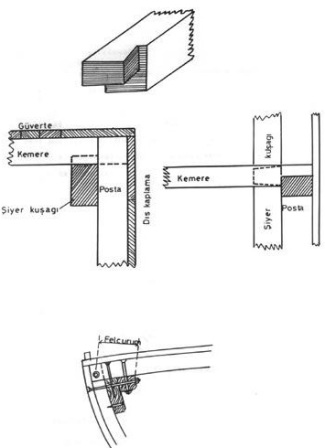
Şekil 3.8. Yarım Baltacıklı Geçme(ST51) ve Şiyer Kuşağı Posta Kemere Bağlantısı(ST51)
4.7. Sintine Stringeri
İskeletin mukavemetini arttırmak ve tekneyi dıştan gelecek darbelere karşı daha dayanıklı hale getirmek için teknenin iç hattı boyunca çevreleyen kuşaklardır. Bunlar su hattı seviyesinin altı kısmının ortasından dönülür. Sintine sitringeri postalara kertme geçme yapılarak veya direkt olarak üstten bağlanır. Bağlamada vida yada ahşap kavela kullanılır.(Şekil 3.10.)
Şekil 3.10. Sintine stringeri posta bağlantısı
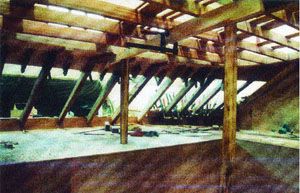
4.8. Kemereler
Güvertenin çatı makasını meydana getiren parçalardır. Şiyer kuşağının üzerine yarım baltacıklı geçme uygulanarak birleştirilir. Bunun üzerine de güverte kaplaması döşenir. Masif ahşaptan yapılabileceği gibi. Lamine ahşaptan da yapılır. kemereler tekne boyunca ok ağaçlarına kertme geçme uygulanarak bağlanır. Ok ağaçlarının amacı kemerelere destek sağlamaktır. (Şekil 3.11.) kemerelerin genişlik ve kalınlıkları aynı posta ve omurga sisteminde olduğu gibi teknenin boyu ile doğru orantılı artacak şekilde formüller yardımı ile hesaplanır onlara burada değinilmeyecektir.
Uygulama Örneği
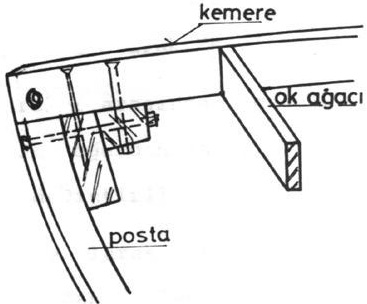
Şekil 3.11. Posta, Kemere ve Ok Ağacının Bağlantısı (ST5)
5. Ahaşap Teknelerde Dış Yapı
Kavramlar ve boyutlar bölümünde parça tanımlamaları ile birlikte kısmen konstrüksiyona değinildi. Bu bölümde daha çok tekneyi dış hatları ile inceleyeceğiz.
Ahşap spor, gezinti ve iş tekneleri enine posta sistemi ile inşa edilirler. Postalar ile kemerelerin birleştiği yerlerde ve momentin yayılması gereken kısımlarda paraçol (pıraçol) kullanılarak istenilen mukavemet kazandırılır.
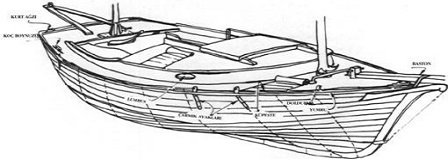
Ahşap teknenin iskelet yapısının ana unsurunu oluşturan omurga, boyuna mukavemetteki önemi ile özellikle yelkenli teknelerde stabilite unsuru olarak büyük önem taşır. Yelkenli, spor ve gezinti teknelerinde omurganın dibe uzantısı arttırılmış ve buraya rüzgar momentini karşılamak ve stabiliteyi iyileştirmek amacı ile demir veya kurşundan yapılmış balast omurga eklenmiştir. Balast omurganın kıç bodoslamaya bağlanan uzantısına ise kontra omurga adı verilmektedir. Tüm bu omurga sistemi yalpayı ve sürüklenmeyi oldukça azaltır. Genellikle yelkenli teknelerde yalpalanmayı önlemek ve satbiliteyi sağlamak için salma kullanılır.
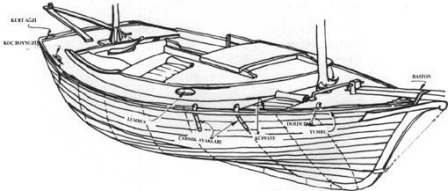
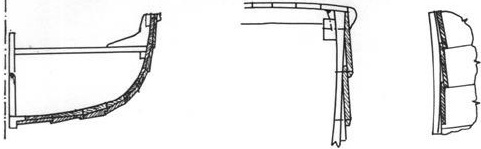
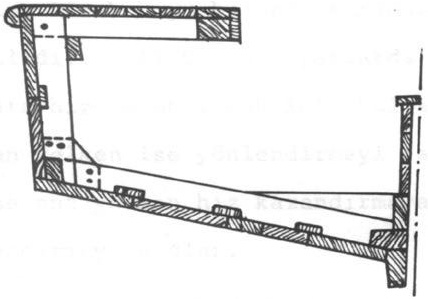
Şekil 4.1.’de yelkenli bir yatın orta kesitinden de görüleceği gibi, sintine dönümüne rastlayan yerde “sintine stringeri”, şiyer hattı boyunca içten uzanan iç kuşak (şiyer kuşağı), altta postaların bağlandığı omurga görülmektedir. Dıştan şiyer boyunca uzanan yarım daire kesitli dış kuşak ise, çepeçevre tampon görevi yapmaktadır.
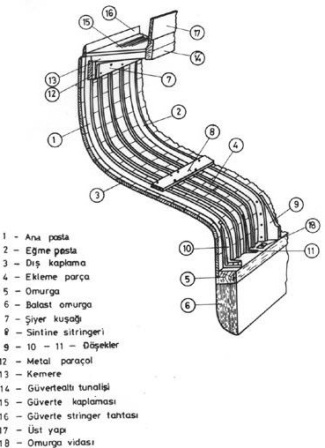
Şekil 4.1. Yelkenli Bir Yatın Orta Kesiti (ST34)
5.1. Güverte Kaplaması
Güverte kaplaması kemereler üzerine boyuna yönde yan yana getirilerek çakılır. Güverte kaplamasında kullanılacak ahşap genellikle tik olarak tercih edilmektedir. Bunun nedeni ise tik ağacının suya karşı mukavemetli olması ve vernik gerektirmemesidir. Boyları 1-2m. Tahtalar çeşitli birleştirme şekilleri uygulanarak güverteye döşenir. (Şekil 4.1.) güverte kaplamasında kontrplak da kullanılmaktadır. Burada yine kemereler arası mesafe ve güvertede kullanılacak kaplama malzemesinin statik değerlerine göre kalınlıkları hesaplanmalı ve gerektiği kadar kalınlıkta malzeme kullanılmalıdır.
Şekil 4.1. Güverte kaplaması birleşim detayları(ST55)
5.2. Dış Kaplama
Teknelerin dış kaplama konstrüksiyon yapısını pratikte uygulanışı ile aşağıdaki gibi sıralayabiliriz.
5.2.1. Tek Kat Kaplama (Caruel) : Kaplama şeritleri tek kat olarak teknenin boyu yönünde hat oluşturacak şekilde postalara galvanizli çiviler ile çakılarak uygulanır. Kaplama anında boy ekleri postanın üzerine getirilmeli ve postaya tutkal, vida yardımı ile bağlanmalıdır. Ayrıca, kaplama tahtalarının ek yerleri arası yatay mesafede 1,2mt den az olmamalıdır. Düşeyde aynı doğrultuda ek yeri olmamalıdır. Kaplamaların baş bodoslama ile birleştiği yerdeki genişliği minimum 250mm olmalıdır. (Şekil 4.2.)
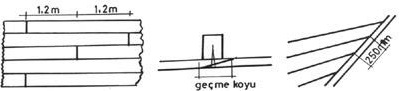
Şekil 4.2 Tek Kat Kaplama (ST56)
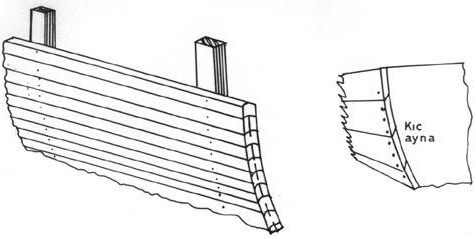
5.2.2. Bindirme (Lapstrake)
Genellikle küçük teknelerin dış kaplamalarında kullanılan bir yöntemdir. Resim 4.1. bu yöntem iki farklı şekilde uygulanmaktadır.
- Omurganın yanı sıra postalara perçinle çakıldıktan sonra diğerleri sıra ile bir öncekine bindirilir. Bindirme yerlerinin postalara bağlanması bakır perçinler ile yapılır.
- Kaplanacak parçaların genişlik ve kalınlığına göre yuva açılır. Parçalar bu yuvalara yerleştirilerek bir birlerinin üzerine bindirilerek postalara bakır perçin ile çakılır.

Uygulama
Bindirme yöntemi genel görünüş
Resim 4.1. Bindirme yöntemi dış kaplama uygulanışı
5.2.3. Şerit Kaplama (Strip planking) : Bu sistemde genişliği kalınlığına hemen-hemen eşit parçalar kullanılır. Her şeride alt kenarı iç bükey üst kenarı dış bükey ve bir birini karşılayacak radyüs açılır. Daha sonra bu yüzeyler tutkallanarak bir alttakine ve postalara çakılır. (Şekil 4.3.)
Şekil 4.3. Şerit Kaplama (ST60)
5.2.4. Çift Kaplama (Double planked) : dış kaplama iki kat şeklinde birbirine yapıştırılarak yapılır. dış kaplama iç kaplamaya göre biraz daha kalındır. Kaplama tabakalarının doğrultusuna göre çeşitli şekillerde yapılır ve adlandırılır.
1. İki Tabakada Diagonal : iç tabaka digonal şekilde postalara perçin veya vida ile bağlanır. Bunun üzerine de ikinci kaplama alt kaplamanın lif yönüne dik şekilde yine diagonal olarak bağlanır. Şekil 4.4.
Şekil 4.4 İki Tabaka Diagonal(ST61)

Şekil 4.5. İç diagonal dış yatay
2. İç Tabaka Diagonal Dış Tabaka Yatay : Diagonal olarak döşenen iç tabakanın üzerine, dış tabaka yatay olarak bağlanır. (Şekil 4.5.)
3. İki Tabakada Yatay : İç tabaka postalara yatay olarak bağlanır. Dış tabaka kaplanırken iç kaplamanın birleşme yerleri dış kaplamanın ortasına gelecek şekilde çakılır.
5.2.5. Tirizli Kaplama (Seam batten) : Kaplama tahtalarının birleşeceği yerlerde içten tiriz geçer. Tirizler postalara açılan yataklara oturtularak çakılır. Bu tirizler kaplamanın birleşeceği yerlerde teknenin tüm çevresini dolaşır. Kaplama tirizlerin üzerine perçin yada vida ile bağlanır. (Şekil 4.6.)
Şekil 4.6. Tirizli Kaplama
6. Ahşap Teknelerde İç Düzenleme
6.1. İç Kaplama
İç kaplamanın amacı estetik görüntü sağlamak ve ses yalıtımı elde etmek içindir. Genellikle iç kaplam suya dayanıklı kontrplaktan veya masif ahşaptan yapılır. masif iç kaplama yapılacak ise 7-10cm genişliğinde 1-1,5cm kalınlığında masif ağaç postalara vida ile bağlanır ve daha sonra yüzeyleri istenilen renkte boya veya vernik ile işlem görür. Tekne gövde malzemesi ne olursa olsun, iç dekorasyon için büyük bir çoğunlukla ahşap ve ahşap ürünleri kullanılır.
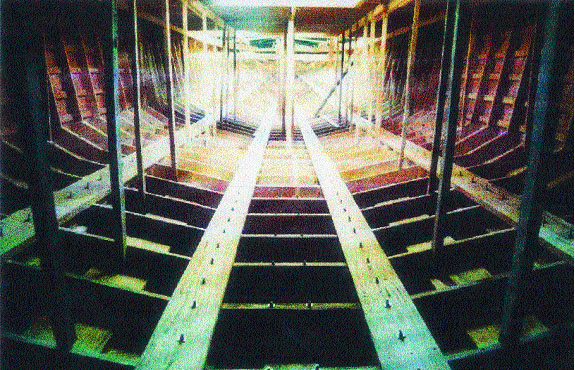
6.2. Yer Döşemesi
Bazı teknelerin kamaralarının altında baştan başa boş kafese benzeyen takviyeler vardır. Bunlara döşeme denir ve amacı üzerinde rahatça durulması değil daha çok kemereleri destekleme ödevi görmesidir. Döşeme üstünde teknenin tüm iç dekorasyonunu taşıdığı gibi teknenin yandan gelebilecek darbelerine karşın ciddi anlamda mukavemet kazandırır. Yer döşemesi ahşap veya ahşap üzeri kaymayı önleyici çeşitli malzemeler ile estetik uyum içerisinde kaplanabilir.
6.3. Bölücü Duvarlar
Tekne içerisinde kullanılan hacimleri bir birinden ayırmak için yapılır. Bu duvarlar yapılırken öncelikle karkas şeklinde kafes çerçeve hazırlanır. Bu kafes çerçeve üstten kemerelere, yandan postalara alttan da, yatay olarak atılan ve postalara bağlananmış olan elemanlara bağlanır. Daha sonra bu kafes çerçevenin her iki yüzü lambri veya kontrplak ile kapatılarak duvarlar oluşturulur. Gerekir ise oluşan kalınlık arasındaki boşluk yalıtım malzemesi ile takviye edilerek ses ve ısı izolasyonu sağlanır.
6.4. Mobilyalar
Mobilya ve yaşam alanlarının planlanmasında detaylara dikkat edilmelidir. Bunlardan bazıları mümkün olduğunca kamara içinde tavan yüksekliklerinin 2metre olması, yatak boyunun 2m. eninin 75-80cm planlanması, her yatağın üzerinde en az 60-70cm’lik bir boşluk olmalıdır. WC ve duş bölmelerinin 120 x 80 cm taban alanına sahip olması. Mümkün olduğunca tekne içindeki her kişi için yaklaşık 170cm yükseklikte ve taban alanı 0,25m² olan bir dolap bulunmalıdır.
Salon, havuzluk oturma gruplarında her kişi için en az 55-60 cm oturma genişliği olmalı, aynı genişlik her kişi için yemek masası tasarımında da dikkate alınmalıdır. Yatak ve oturma grupları genelde zeminden 35-40 cm yükseklikte ve altları su tankı yada dolap olarak değerlendirilecek şekilde tasarlanmalı. Mutfak tezgahının ise 82-85cm yükseklikte olması ergonomik açıdan gereklidir. Bölme geçişleri veya kapı genişlikleri min. 60 cm olmalıdır.
Yelkenli teknelerde harita masaları en az 80cm boyunda, 60 cm eninde yapılmalıdır. Kuzinede olabildiğince, derin eviye, üstten kapaklı bir buz kutusuna, yeterli çalışma alanına, ufak da olsa, serbest salınabilir fırınlı bir ocağa, yeterli raf ve dolap hacimlerine yer olmalıdır.
Tüm mobilya ve iç kaplamalarda teknenin iyice havalanabilmesi için hava geçişini sağlayacak delikler, aralıklar veya menfezler bulunmalıdır.
Mobilyaların hiç bir şekilde keskin köşe oluşturmamasına dikkat edilmelidir. Denizdeki dalga ve salınımlardan dolayı masa üzerinde veya raflardaki cisimlerin kayıp düşmesini önlemek için tüm mobilyaların kenarlarına koruyucu çıtalar dönülmelidir.
7. Yelken Direkleri
Ahşap direkli geleneksel veya klasik tekneler hariç, günümüzde gezi ve yarış tekneleri için alüminyum direkler standart haline gelmiştir. İddialı ve büyük boylu teknelerde sloop armalarda direk boyları uzadığından ağırlık tasarrufu amacıyla karbon fiber malzemeden yapılmış direkler kullanılmaktadır. Direk teknelerde güverte üzerine basabildiği gibi güvertenin içinden geçirilerek omurga üzerine yerleştirilir. Teknede istenilen sürat ile doğru orantılı olarak direk boyu belirlenir. Aynı zamanda direk boyu balast omurga ile doğru orantılıdır. Direğin hafif olması tercih edildiğinden genellikle ahşap direklerde ladin ağacı kullanılır.
8. Üst Yüzey İşlemleri
8.1. Kalafatlama
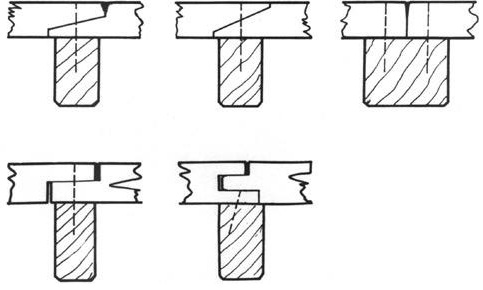
Ahşap teknelerde dış yüzey boya veya vernikleme işlemine tabii tutulmadan önce kalafatlama yapılarak ahşabın çalışarak açması ve tekne içerisine su almasını önlemek ve havanın ve suyun zararlı etkilerinden kısmen korumak amaçlı yapılır. Şekil 8.1.’de çeşitli kalafatlama yöntemlerinin uygulanışı gösterilmiştir. Ancak bu yöntem tüm dış kaplama şekillerinde uygulanmaz özellikle diagonal veya lamine dış kaplama sistemlerinde böyle bir uygulamaya gerek yoktur. Çünkü, bu kaplama şekilleri teknenin içi ile dışını tamamen yalıtacak düzeyde sağlıklı kaplama türleridir.
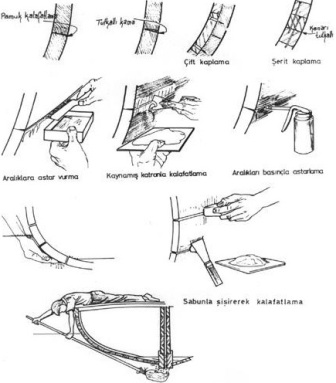
Şekil 8.1. Çeşitli Kalafatlama Yöntemleri st71
8.2. Boya veya Vernikleme
İç ve dış taraftaki tüm ahşap yüzeylerde gerekli olan yerler özelikle güverte bölümü armuz macunu çekildikten sonra zımparalama işlemi yapılarak yüzey boya veya vernik işlemine hazır hale getirilir. İç ve dış yüzeylerde kullanılacak boya veya vernik deniz şartlarına mukavemetli özel üretilmiş vernik olmalıdır. Vernik uygulamalarında ince ve çok katlı uygulama en sağlıklı sonuç veren yöntemdir. Eğer teknenin dışı örtücü boya ile boyanacak ise ilk zımparadan sonra astar boya sürülür. Daha sonra yoklama macunu çekilir. Gerekli kuruma sağlandıktan sonra yüzey zımparalama işlemi yapılır ve bir kat daha astar boya sürülür, tekrar zımparalandıktan sonra gerekli yüzey düzgünlüğü elde edildi ise, teknenin su hattı çizgisi çekilir. Su hattı üstüne ultreviole ışınlarına karşı dayanıklı son kat boya çekilir. Teknenin su kesimi altındaki kısmına ise denizde yaşayan Zaralı canlılara karşı ahşabı koruyucu özelliği olan boyalar kullanılır.
5846 sayılı yasa gereği lütfen gerektiği gibi kaynak göstermeden alıntı yapmayınız
Kaynaklar
Tunçel S. 1986, Ahşap Yat Yapımı, Hacettepe Üniversitesi Ankara Ağaçişleri Endüstri Mühendisliği Bölümü yayınlanmamış bitirme tezi.
Şenay A. 1990, Western Epoxy Laminasyon Sistemiyle Ahşap Kotra Yapımı üzerine Araştırmalar, Hacettepe Üniversitesi, Fen Bilimleri Enstitüsü, Ankara Ağaçişleri Endüstri Müh.,Yüksek lisans tezi.
San A. 2004, www.denizce.com sitesinde yayınlanmış resim ve yazılar.
Tan S. 1980, Yachting, Milli prodüktivite merkezi yayınları
Nicolson I. 1982, Build your own Boat
Bozkurt Y .,G.ker Y, 1986, Orman ürünlerinden Faydalanma. İstanbul Üniversitesi Orman Fakültesi Yayınları.
Hocam merhaba 5metre uzunluğunda 210cm genişliğinde ahşap tekne satın aldım teknenin kıç yapısı ve dizaynı dıştan takma motor için yapılmış, tekne pleyne kalkmıyor kıç açını kaç derece yapsam verim alabilirim
Günümüz fiber yelkenlilerin benzeri ahşap yelkenli projesi bulmak mümkünmü bilen arkadaşımız varmı ?
hepinize saygılar .. Teşekkürler..
Mrb
Günümüzde fuarlarda sergilen fiber yelkenlilerin benzei ahşap yelkenli projesi bulmak mümkünmü ?Nereden temin edilebilir ?
bilen arkadaşımız varsa bilgilendirmesini rica edyorm.Hepinize saygılar..
Sabit Bey merhaba,
Sitenizi rasgele buldum. Sketchup’da amatör çizimler yapıyorum. Uzun zamandır tekne çizmeyi istiyorum ancak çizeceğim teknenin hangi kurallara bağlı olması gerektiğini bilmiyorum. Konuya çok hakim olmadığım için terminolojiyi de tam olarak anlayamıyorum. Yapacağım çizimler hiç bir zaman suya indirilecek olmasa bile yine de genel geçer kurallara bağlı kalmak istiyorum. Benim gibi konu hakkında hiç bir bilgisi olmayanlar için çok basit, bir teknede olmazsa olmaz oranlar var mıdır? Örneğin bir teknenin yüksekliği hiç bir zaman boyunun 0.7 sini geçemez, derinlik hiç bir zaman boyunun 0.8 inden fazla olamaz gibi.
Ayrıca yapılan bir çizimin, bina inşaatlarındaki gibi, tekne haline gelmeden önce incelendiği ve onay verildiği resmi bir kurum var mıdır? Yoksa ben yaptım oldu mantığıyla bir tekne yapıp denize indirebilir miyiz?
Şimdiden teşekkürler.
Güven Bey merhaba;
sorularınızın yanıtını Türk Loydu’nun “Tekne Yapım Kuralları”, AB-CE İşareti-Gezi Tekneleri Yönetmeliği ve Gezi Tekneleri ve Kişisel Deniz Taşıtları Yönetmeliğinde bulabilirsiniz.
İyi çalışmalar dilerim
Merhabalar
20 25 metreküp kestane ağacı keseceğim arazımın üzerini açmak için.
Degerinde satmak istiyorum.
İlgilenenler bana ulasabilirmi.
GSM : 0 536 283 28 70
Sabit Hocam merhaba,1987 Bruce Roberts spray 22 replikası ahşap oldukça yıpranmış bir tekne aldım,Ayvalık’ta restore etmeye çalışıyorum.Teknenin içi ahşap üzerine konttaplak kaplanmış ve postalar onun üzerine otutulmuş.Postalarda ekli yapılmış.Sizin desteğinize ihtiyacım var yardım edermisiniz?
Saygılarımla.Emrah Eriş
Tel:0-532-331 89 82
Emrah Bey merhaba;
Mesajınızı aldım, öncelikle hayırlı uğurlu olsun destek derken nasıl bir destek istiyorsunuz benden beklentiniz nedir? Bunun için müsait olduğumda ben sizi arayacağım.
Saygılarımla,
merhabalar hocam
değerli makalenizi okudum çok güzel bir şekilde anlatmışsınız form adına teşekkürlerimi sunarım benimde bir sorum olacaktı cevaplarsanız sevinir saygılar sunarım ben 6.40 metre boy 2.40 eninde bir tekne yapıyorum dik yapıştır tekniğini kullanıyorum tekne yanları kaç olmalı arka ayna kaç olmalı bana bu konuda bilgi verebilirseniz sevinirim
saygılarımla
ALİ YURT
Ali Bey merhaba;
Bu konuda en doğru yanıtı gemi inşaa mühendisinden alabilirisiniz. Ancak şunu söyleyebilirim plan ve kesit çizimleri olmadan bunu ezbere söylemek doğru bir çözüm olmayacaktır.
Hocam 4 metre kayık planınız varmı. Ben bulamıyorum. Teşekkürler
İsmail Bey merhaba;
Maalesef ben de tekne planı yok
Saygılarımla
Bende 1/15 ölçeğinde bir izmir katığı yapım pilanı var ama ben çay cumada yaşıyorum onu sana nasıl gönderirim bilemiyorum.
Sabit bey selamlar,
Tasarım ve boyutlandırma hesapları ile ilgili önerebileceğiniz kitap varmıdır?
İnternet sitesi veya basılı yayın…Teşekkürler
Ben bu konularda İTÜ Gemi inşa mühendisliğinin kütüphanesinden faydalanıyorum size de orayı önerebilirim.
Hocam saygılar.öncelikle yazınız için teşekkürler. Bende amatör olarak kendi imkanlarımla 6 metre civarı bir tekne yapmak istiyorum teknik bilgim ama uygulama konusunda iyiyim tekne çizimi yaparsanız eğer bende faydalanmak isterim. Teşekkürler
Merhaba
ben bu kurslar İlgileniyorum , acaba ingilizce egitim var mi ?
fiyat ,Zaman ve süre nedir
İngilizce eğitim bizim konumuz değil.
Merhaba; Bu konuyu Tüketici Mahkemesinde Çözebilirsiniz
Çok güzel bir çalışma emeğinize sağlık
hocam6,5 veya 7 metrelik bir balıkçı teknesi yapmak istiyorum ama saglam bir ölçü bulamadım bu şekilde bir porojeniz varsa gönderirseniz sevinirim ilk defa böyle bişey deniyecem ama ölçü olursa yapacagıma inanıyorum
Zafer Bey merhaba;
Tekne projesinin hazırlanması gemi inşaa mühendislerinin uzmanlık alanı benim uzmanlık alanım ise üretim süreçleri ve bunun yönetimi. Bu nedenle malesef beklentinize bir çözüm üretemeyeceğim. Saygılarımla,
Merhabalar,
Planlarda karina kaplamaları üzerinde x ve y değerleri neyi ifade eder ? mesela x=2005 mm y=84 mm
Bilgi verirseniz sevinirim.
Teşekkürler
ismail çavuşoğlu
Hocam affiniza siginarak bir sorum olacak. Tekne olculendirmesi yapilirken karina ve borda olculeri nasil hesaplanir.
Boy ve en belirlemede boy olcusu belirlendikten sonra .boy olcusunun 1/3 u en olcusunu verdigini.ideal en olcusunun pratik olarak bu sekilde hesaplanabildigini okumustum.sorumun benzeri sekilde cevabi varmidir.
Merhaba;
sorunuzun yanıtını e-posta adresinize göndereceğim.
merhabalar…
fiberglast sandalımız var içi ahşap ve iç kısmına ayak bastığımız yer zemin kısmına nasıl bir tahta kullanmalıyız suya dayanıklı tahta hangini önerirsiniz biz konrtaplak düşündük daha önce sunta kullanılmış fakat emin değiliz. tesekkürederim saygılarımla…
Merhaba;
Gerekli kısa bilgiyi e-posta adresinize gönderdim.
Saygılarımla,
Hocam merhaba. Uzun zamandır kendi teknemi yapabilmek için ne bulursam okuyordum. Anlatımınızdaki yalınlık sayesinde daha önce okuduklarımı da anlamış oldum. Emeğiniz ve paylaşımınız için teşekkür ederim.
İzninizle bir de ricam var: Makalenin başlığında verdiğiniz resimdeki tekneye bayıldım. Şayet uygulanmış bir projeyse hakkında detaylı bilgi ya da planı varsa temin edebileceğim bir kanal var mı?
Üç boyutlu tekne planı çiziyorum ilgilenenlere yardımcı olmak isterim
05359495644
Gezi teknesi yapımı hakkında bilgi almak istiyorum. Bu konuyla ilgili nasıl bilgi sahibi olabilirim. Ayrıca anlatımınız için teşekkürler.
Sayın ustam tekne yapımında kullanılan platform veya destekler hakkinda da biraz bilgi verseydiniz daha yararli olurdu diye dusunuyorum. Saygilar sunuyorum.
Yat yapımı ile ilgili eğitim almak istiyorum SAKARYA da yaşıyorum bilgi verirseniz mutlu olurum ilginiz için teşekkür ederim.
mail: ncdtsert@gmail.com
Ellerinize sağlık, tam bir kaynak olmuş.
Sn.Dr.Sabit Tuncel Bey,
AHŞAP TEKNE İMALATI hakkında çok yararlı bilgiler edindim.Çok teşekkür ederim.
Tarihte yapılmış en büyük ahşap gemiyi hangi ülke inşa etmiştir? Bilgilendirirseniz çok sevinirim.
Saygılarımla,
Ergün İstanbulluoğlu
Ergün Bey merhaba;
Ahşap Tekne İmalatı ile ilgili olan makalem kapsamındaki bilgilerin işinize yaramış olması beni çok mutlu etti. Yalnız sorunuz ile ilgili detaylı bir bilgiye sahip değilim. O nedenle sizi yanıltmak istemem. Ahşap tekneler konusunda tarihsel bilgiye vakıf olan bir uzmandan bu konuyu öğrenirseniz sizin için çok daha faydalı olacaktır.
İlginiz için teşekkür ederim.
Mısırlılar, katamaran formunda, bu günkü uçak gemileri boyutuna varan ölçülerde, içinde 5000 asker alabilecek kapasitede yapmışlar.
Mısır’da halen Nil Nehri üzerinde çalışan Felluca isimli ahsap tekneler var Google’dan bakabilirsiniz. Devasa tekneler ve genelde 2-3 kişilik ekipler idare ediyormuş tüm tekneyi. Sırf bu tekneleri görmek için Mısır’a gideceğim ben de. Selamlar